
Подробно: двигател 41 DIY ремонт от истински майстор за сайта my.housecope.com.
Водата влезе в картера на дизелов двигател a - 41, изпод стъклото на дюзата.
"0:09 Глава 1. Обща информация" "1:31 Глава 2. Основни компоненти и механизми на двигатели" "4:27 Глава 3. Охладителна система.
Още един въпрос за ежедневието на една обикновена икономика в южната част на страната, която, за щастие, оцеля и до нашата.
DT-75. Извадете палета на A - 41.
Още един въпрос за ежедневието на една обикновена икономика в южната част на страната, която, за щастие, оцеля и до нашата.
буталният двигател А - 41 се ражда по-подробно.
Двигателят на трактора TT-4 започна да чука сутринта, бял дим излезе от вентилационните отвори, стигнахме до мястото за ремонт на малки.
Техника за изпитване на горивната помпа А - 41 на трактори DT-75 на стенд KI-22201A. Отстраняване на неизправности в помпата.
Още един въпрос за ежедневието на една обикновена икономика в южната част на страната, която, за щастие, оцеля и до нашата.
Още един въпрос за ежедневието на една обикновена икономика в южната част на страната, която, за щастие, оцеля и до нашата.
Ако ви е писнало от стартерни двигатели, това видео е за вас. Преобразуването е много просто и евтино. аз
Винаги на склад резервни части за трактори Т-4, ДТ-75, МТЗ, К-700, ТТ-4М и др. Възможност за доставка на редки резервни части по поръчка.
Предлагаме само висококачествени резервни части от доверени производители.
Ние закупуваме резервни части директно от производители и затова можем да ви предложим най-ниските цени на пазара.

Ремонтът на двигателя DT 75 се състои в подмяна на износени елементи или извършване на ремонтни дейности, ако е възможно. Когато извършвате ремонт, вземете предвид модела на двигателя и внимателно изберете производителя на частите, които ще бъдат използвани при ремонта. Ако сте механик, тогава можете да извършите ремонтните дейности сами. Ако във вашия арсенал няма такова умение, свържете се със специализиран център, където ще извършат пълна диагностика и ремонт на двигателя DT 75 и подмяна на необходимите части.
| Видео (щракнете за възпроизвеждане). |
При изпращане на двигателя за ремонт, той се демонтира от трактора. Освен това се извършва демонтаж на всички части и механизми, които предотвратяват отстраняването на двигателя. По-специално, качулката, радиатора за охлаждане на вода и масло, карданът за задвижване на скоростната кутия, отстраняването на опората на двигателя към рамката. Двигателят се отстранява от трактора с помощта на кран или лебедка.
Можете да прочетете по-подробно в нашия ръководство за ремонт на трактор двигател DT-75.
Препоръчваме ви също да разгледате нашия раздел. Видео за ремонт на DT-75
ХАРАКТЕРИСТИКИ НА МОНТАЖ И ДЕМОНТАЖ НА ОСНОВНИ ВЪЗЛОМИ И МЕХАНИЗМИ НА ДВИГАТЕЛИ А-01, А-01М и А-41
При сглобяването на цилиндровия блок и коляновия механизъм трябва да се спазват следните правила:
1. При поставяне на гумени О-пръстени върху облицовката на цилиндъра те не трябва да се усукват в жлебовете. Гумените пръстени и долният предпазен колан в цилиндровия блок (0151 мм) трябва да се смазват с дизелово масло, в противен случай гумените пръстени могат да се повредят при монтиране на облицовките в блока. Входната фаска на долната лента за приземяване в блока на цилиндъра трябва да е плоска, чиста, без прорези.
Овалността на новите цилиндрови втулки с фиксирана глава на цилиндъра не трябва да надвишава 0,03-0,05 mm.
2. Преди сглобяването на буталото с свързващия прът и щифта, буталото трябва да се нагрее в маслена баня до температура 80–100 ° C. Не натискайте буталния болт в буталото в студено състояние.
Съединителният прът с буталото трябва да бъде сглобен така, че горивната камера да се измести към дългия болт на свързващия прът. При монтиране на бутало с свързващ прът в блока на цилиндъра, камерата в буталото трябва да бъде изместена от оста на цилиндрите в посока, противоположна на разпределителния вал.
3. На буталото трябва да се монтират компресионни пръстени с фаски нагоре, като трябва да се има предвид, че горният пръстен е хромиран, а останалата част не е хромирана.
Не трябва да се допускат големи деформации на пръстените, когато са монтирани в каналите на буталото, поради което се препоръчва използването на специален
устройството, показано на фигура 19, което ограничава разширяването на пръстените до външен диаметър от 142,5 mm.
4. При монтиране на бутало с бутални пръстени в цилиндровата обшивка трябва да се използва технологичен заострен дорник („фалшива облицовка“), за да се избегне повреда на пръстените, както е показано на фигура 20.
5. Необходимо е да се отстранят облицовките от блока на цилиндъра с помощта на теглич (фиг. 21), който се вкарва във вътрешната кухина на облицовката.
6. Преди да монтирате частите от буталната група в цилиндрите на двигателя, ключалките на съседните бутални пръстени трябва да бъдат разположени под ъгъл от 120-180 ° една спрямо друга. Пръстените, монтирани в каналите на буталата, трябва да се движат свободно в тях под въздействието на собственото си тегло.
Радиалната хлабина между пръстените и жлебовете (когато те са покрити от клетка с диаметър 130 mm) трябва да се спазва в следните граници (Таблица 4).
7. При полагане на коляновия вал в блока на цилиндъра и монтиране на части от групата свързващ прът-бутало е необходимо броят (стандарт) на производствения (1H, 2H) или ремонтния (PI, P2, РЗ) размер на биелният прът и главните шейни на коляновия вал отговарят на броя (стандартни) наушници.
Не е позволено да се монтират вал и втулки с различни размери, тъй като това ще доведе до захващане на коляновия вал.
Преди монтажа е необходимо да се почистят, промиват с керосин или дизелово гориво и се продухват със сгъстен въздух маслените кухини и канали в блока на цилиндъра, коляновия вал и в свързващите пръти. Прякорите, вдлъбнатините, неравностите и следите трябва да бъдат внимателно почистени. Леглата и външните повърхности трябва да се избършат до сухо, а шейните на коляновия вал трябва да се смазват с тънък слой чисто дизелово масло.
Забранено е изстъргване на облицовките, пилене на капачките на главния лагер, поставяне на всякакви уплътнения между облицовката и нейното легло и между равнините на съединителните елементи на лагера, преместване на капачките на биелния прът от един биел на друг или обръщането им, преместване на главния лагер капачки от едно място на друго.
Когато сглобявате буталната група и коляновия вал, използвайте дървени или медни чукове и дрифтове.
8. Трябва да се има предвид, че затягането на болтовете на свързващия прът трябва да започне с дълъг (стегнат) болт. В противен случай това може да доведе до нарушаване на закрепването на шлицовото съединение и деформация на леглото на свързващия прът.
Не използвайте повторно заключващи шайби на болтовете на мотовилката върху преградите на двигателя и не използвайте самоделни заключващи шайби.
9. Препоръчително е да затегнете гайките на главните лагерни капачки в реда, показан на Фигура 22, на две стъпки с динамометричен ключ, като се използва въртящ момент на затягане от 41-44 kgm. Монтирайте лагерните капачки в съответствие с отпечатаните върху тях номера.
10. Гайките, закрепващи главите на цилиндъра към блока, трябва да бъдат затегнати в реда, показан на Фигура 23, в две стъпки (предварителна и окончателна).
Когато двигателят е студен, моментът на затягане на гайките
закрепването на цилиндровите глави трябва да бъде 16-18 kgm, в горещо - 18-20 kgm.
11. Ако е необходимо да разглобите балансиращия механизъм, използвайте издърпващо устройство за лагери, за да натиснете лагерите (фиг. 24).
За да направите това, трябва да разхлабите болтовете 11 (вижте фиг.18) закрепване на плочите 8, развийте ги и извадете плочите. След това, с лек удар на чук или удар по крайната повърхност на оста на товарния механизъм, преместете товара от двете страни, докато спре до вътрешните стени на тялото на механизма. Под въздействието на изместването на товара външните лагерни шайби ще бъдат изтласкани от отвора на корпуса на механизма. След това изтеглете външната шайба на лагера с теглич. След това натиснете вътрешната клетка със същия теглич и след това извадете тежестта на зъбното колело от кутията.
Сглобете в обратен ред. Препоръчително е лагерът да се натисне едновременно в корпуса и върху шейната на товарното зъбно колело.
Трябва да се има предвид, че външният пръстен на лагера № 12507KM е монтиран към вътрешната шайба и не е взаимозаменяем с други лагери.
Когато монтирате балансиращия механизъм на двигателя, маркировките на зъбните колела и джантата на коляновия вал трябва да бъдат подравнени. След монтиране на механизма с позицията на буталото на първия цилиндър във V. m. t. тежестите на зъбните колела трябва да бъдат обърнати надолу с точност ± 5 °.
При монтиране на балансиращия механизъм на двигателя, между тялото на механизма и съединяващата равнина на цилиндровия блок, е необходимо да се монтират подложки, с които осигуряват страничен просвет между зъбите при зацепване на зъбното тегло с ръба на коляновия вал (0,25 -0,4 мм на пръчката). Нарушаването на тази хлабина по време на монтажа, както в посока на намаляване, така и в посока на увеличаване, може да доведе до повишен шум при зацепването и аварийно износване на зъбите на зъбното колело.
Качеството на изработка на балансиращия механизъм се проверява чрез ръчно завъртане на тежестите в лагерите. Зъбните колела трябва да се върнат в първоначалното си положение под действието на собственото си тегло.
Монтажът на главите на цилиндъра започва с монтажа и шлайфането на клапаните. Вентилите се монтират в направляващите втулки, като вентилът трябва да влиза лесно в отвора на втулката, под въздействието на собственото си тегло. След това клапанът се прилепва, докато се постигне необходимата плътност на заострената фаска на гнездото (или седлото) на главата на цилиндъра и клапана.
След притирване на клапаните, главата се почиства от паста за ламиниране и се измива.
Препоръчва се разглобяването и сглобяването на клапанния механизъм с помощта на инструмент (фиг. 25).
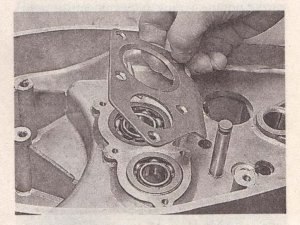
За удобство при демонтажа на чашата на дюзата (при смяна на гумения пръстен или медното уплътнение под чашата) можете да използвате изтеглящо устройство (вижте Фиг. 108). Когато сменяте болтовете, използвайте шпилка (фиг. 26).
Монтажните болтове на маховика, капачките на мотовилката, болта на пиньона на разпределителния вал, опорните болтове на тласкащата ос, закрепващите гайки на осите на кобилното рамо трябва да бъдат здраво заключени. В този случай антените на шайбите трябва да прилягат плътно към ръба на болта или гайката. В случай на запушване с тел, той трябва да се издърпа по посока на увиването.
При натискане на уплътнения (маншети) на рамката в части на тялото (корпус на маховика, капак на корпуса на скоростната кутия, капачка на главата на цилиндъра), семерингът не трябва да се изкривява и отчупва по повърхността си.
Уплътнителният ръб трябва да е равен и гладък. Преди да се монтира върху вала, повърхността на салаза трябва да бъде смазана с US грес (грес) или CIATIM-201.
Всички уплътнения трябва да са без нагъване и разкъсване.
Ориз. 19. Инструмент за сваляне и монтаж на бутални пръстени:
1 - калъф; 2 - винт; 3 - капак; 4 - пружина; 5 - обица: 6 - дръжка; 7 - ос; 8 - крекери (гъби).
Ориз. 20. Заострен дорник за монтиране на буталото в цилиндровата обшивка.
Ориз. 21. Екстрактор за отстраняване на цилиндрови облицовки от блока:
1 - диск; 2 - обица; 3 - отвор за винт; 4 - винт; 5 - дистанционен ръкав; 6 - бар; 7 - дръжка.
Заповед за общо събрание. За сглобяване на двигатели на производствена линия в условията на специализирани ремонтни предприятия се използват стелажи-стелажи или конвейери, които улесняват монтирането им в удобно положение за монтаж. За индивидуално сглобяване на двигатели се използва универсалната стойка OPR-989 [фиг. 26] и др.
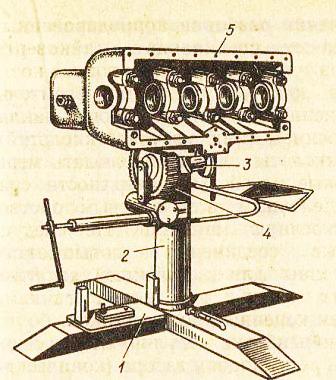
Ориз. 26. Универсална стойка OPR-989 за разглобяване и сглобяване на двигателя.
1) - Основа; 2) - Тръба; 3) - Вал на въртене; 4) - Червячна предавка; 5) - Цилиндров блок.
Сзапочнете да сглобявате блока на цилиндъра: трябва да инсталирате втулки и разпределителен вал, тласкащи втулки и тласкачи, маслени уплътнения и декомпресорни ролки, маслени тръби. След това трябва още веднъж да продухате маслените канали в блока със сгъстен въздух и да монтирате празния щифт, щифтове и други части.
V блокът се полага с колянов вал с основни лагери, след това цилиндровите облицовки, комплект биел-бутала, задна греда и маховик, маслена помпа и картер, глава на цилиндъра, турбокомпресор и кобилен механизъм, горивно оборудване , филтри и тръбопроводи, всмукателни и изпускателни колектори, водна помпа са монтирани и вентилатор, скоростна кутия, стартов мотор и съединител в последователност, която зависи от конструкцията на двигателя.
Монтаж на коляновия вал. Препоръчително е първо да сглобите и затегнете основните лагери без вал. Моментът на затягане на гайките за двигатели YaMZ-238NB е 422-460 Nm за основните болтове; съседни 98-118 N.m.; А-01 и А-41 - 410-440; тип SMD - 200-220 N.m (болтове SMD-60 - 160-180 N.m); D-37M - 140-160 N.m; ZMZ-53A - 110-120 N.m; ZIL-130 - 110-130 N.m за предната част и 80-100 N.m. за останалите лагери. Измерванията определят тяхната овалност, конусност, маслена междина и изместване на горната вложка спрямо долната. За осигуряване на 80% ресурс, по време на основен ремонт, хлабините в основните лагери са не повече от: 0,156 mm - SMD-60, 0,160 mm - A01M; 0,180 мм - А-41; 0,120 мм - Д-37М; 0,08 мм - ЗМЗ-53А; 0,065 мм - ЗИЛ-130; 0,130 мм - ЯМЗ-238НБ.
ДА СЕСмажете шейните на вала с тънък слой масло, монтирайте дистанционните полупръстени, след това поставете коляновия вал. Първо, средният основен лагер се затяга равномерно на две или три стъпки. Ако валът се върти лесно от болта във фланеца, тогава останалите капачки на лагера се затягат равномерно. Ако валът се затегне, тогава той трябва да се отстрани и вратовете трябва да бъдат смазани с тънък слой боя. След това трябва да поставите отново вала, да го завъртите, да разглобите, да прегледате - по отпечатъците от мастило върху облицовките да определите причината за плътното завъртане и да я премахнете.
ППремествайки коляновия вал по оста, проверете аксиалния ход на излитане с манометър, който за дизелови двигатели варира от 0,1-0,4 мм, за автомобилни двигатели 0,08-0,25 мм. Аксиалното излитане се регулира от избора на дебелината на дистанционните полупръстени, дебелината на рамото на монтажния лагер или други устройства за двигатели от този тип.
ППравилно положеният вал трябва да се завърти от силата на ръката, приложена към шейните на свързващия прът.
Монтаж на ръкави в блока. Втулките, които се монтират в блока, трябва да са от същата размерна група, нови или със същия ремонтен размер, а в блока без О-пръстени трябва да се въртят свободно.
ПСлед монтиране на О-пръстените, втулките трябва да се притиснат в блока с помощта на инструмент с хидравлична (пневматична) преса или дървен блок и чук. Не се допуска срязване на О-пръстена при натискане.
ПСлед натискане втулката трябва да стърчи на 0,10-0,21 mm над равнината на блока за дизелови двигатели SMD-17, SMD-18; 0,09-0,15 мм за D-240, D-241; 0,07-0,27 мм за D-160; 0,65-0,165 мм за дизелови двигатели от други марки. Разликата в изпъкналостта на ръкавите за един блок е не повече от 0,05 мм. Изпъкналостта, разрешена без ремонт, е 0,04 mm (за дизелови двигатели A-01M и A-41 издатината е 0,05 mm).
ППри натисната и фиксирана глава, овалността и конусността на втулките върху работната зона се проверяват отстрани на картера (допуска се не повече от 0,03 mm).
ППри извършване на рутинни ремонти втулките трябва да се монтират в блока, като се завъртат около оста с 90 градуса спрямо предишната позиция, за да се увеличи последващият експлоатационен живот поради намаляване на овалността.
Монтаж на свързващия прът и комплекта бутало. Комплектът и вътрешната повърхност на облицовката трябва да се смазват с дизелово масло преди монтажа.Ключалките на първия и втория бутални пръстени са разположени под ъгъл от 180 градуса един спрямо друг на буталата на дизелови двигатели YaMZ-238NB, SMD-18, а между втория и третия - под ъгъл от 90 градуса. На буталата на двигатели ZMZ-53, SMD-60, A-01M и други, ключалките са разположени под ъгъл от 120 градуса една спрямо друга. В този случай ключалките не трябва да се поставят срещу оста на пръста.
ШАтуно-буталният комплект се монтира в блока отстрани на главата на цилиндъра с помощта на пръстеновидно компресионно устройство. В този случай трябва да обърнете специално внимание на правилността на местоположението му спрямо блока (горивна камера, прорези в полата на буталото, стрелки на короната на буталото и др.).
ББолтовете или гайките на биелните лагери се затягат с динамометричен ключ, като се поддържа въртящ момент от 240-260 Nm. за дизелови двигатели SMD-60; 196-216 N.m. за ЯМЗ-238НБ, ЯМЗ-240Б; 170-190 N.m. за А-01М, А-41; 140-160 N.m. за D-50, SMD-17, SMD-18 и други; 100-120 N.m. за D-37M, D-144, D-21; 68-76 N.m. за карбураторни двигатели ZMZ-53N; 70-80 N.m. за ЗИЛ-130. При двигателите ZMZ-53, при сглобяване на долната глава на свързващия прът, издатината на капака и номерът на свързващия прът трябва да съвпадат.
ПСлед монтиране на свързващите пръти моментът на завъртане на коляновия вал не трябва да надвишава 50 Nm.
ддолната част на буталата след монтиране на свързващия прът-бутало в положение b. m. t. трябва да стърчи или да потъва спрямо равнината на блока с размера, показан в таблица 52.
Таблица 52. Разположението на короната на буталото спрямо плътността на блока.
Можете да задавате въпроси само след регистрация. Влезте или се регистрирайте, моля.
Моля, кажете ми, искам да разглобя двигателя. но 41 ремонт, нещо скача налягането, какви характеристики и на какво трябва да обърнете внимание при разглобяване, ремонт и сглобяване на двигателя, благодаря на всички предварително!
Датчикът за налягане работи ли? Просто налягането не скача. То е винаги ниско или нормално.
Моля, кажете ми, искам да разглобя двигателя. но 41 ремонт, нещо скача налягането, какви характеристики и на какво трябва да обърнете внимание при разглобяване, ремонт и сглобяване на двигателя, благодаря на всички предварително!
Здравейте колега, смачкан ли е палета?
Може би всмукателят в палета се отвива от треперене, имах това.
ще бъда отбелязан 
Хайде да го разглобим не се страхувай тук във форума момчетата са нормални винаги ще ти кажат ако има нещо.Само си купих като купих трактора дори не го запалих веднага разглобих го.През зимата шлайфах вала купих резервни части след две седмици започвам да сглобявам само за няколко и ще го направим.
Момчетата ще сглобят двигателя, ще направят снимка преглед какво и как 
полупразен много е интересно да се види 
направи снимка преглед какво и как
Ще пробвам и после как става.
направи снимка преглед какво и как
Ще пробвам и после как става.
Ами ще чакам 
Момчета кажете каква е разликата между ремонтния комплект на водната помпа и 41 на стария и новия модел
Дойде времето за сглобяване на двигателя Първо, почистваме блока, след това го изплакваме обилно с бензин и го издухваме с въздух, изплакваме коляновия вал в едно. Обръщаме специално внимание на промиването на каналите.
След промиване на блока и коляновия вал подготвяме втулките за поставяне в блока. За да направите това, ние разпределяме буталните пръстени върху облицовките с проверка на пролуките в ставите.В този случай пръстените STAPRI не блестят със стабилност и пролуките в целия комплект са от 0,4 до 0,65, преминават според допуски. След това маркираме втулките, буталата и пръстените на цилиндрите, така че в бъдеще, когато сглобявате, да не объркате, изплакнете ръкавите и поставете О-пръстените, смажете ги и седалките в блока с литол и вмъкнете ги в блока По-добре е да засадите ръкавите, като направите просто устройство от прът с резба и дистанционери, отколкото да чукате с чук.
След засаждането на ръкавите подготвяме други части за по-нататъшно сглобяване.Моите основни капаци, разглобявам маслената помпа и проверявам износването, балансиращият механизъм изисква смяна на лагерите, двете задвижвания на маслените помпи NSh-10 и NSh-32 също изискват смяна лагерите.зацепващ съединител НШ-32, изгорели гърбици.
След засаждането на ръкавите подготвяме други части за по-нататъшно сглобяване.Моите основни капаци, разглобявам маслената помпа и проверявам износването, балансиращият механизъм изисква смяна на лагерите, двете задвижвания на маслените помпи NSh-10 и NSh-32 също изискват смяна лагерите.зацепващ съединител НШ-32, изгорели гърбици.
Кажи ми къде са номерата на буталата? също двигателят се срина на буталата намери номер 2к или 2ж, какво може да означава това? и колко ти струваше целия комплект бутала ако не е тайна
номер 2k или 2zh, какво означава това? и колко ти струваше целия комплект бутала ако не е тайна
2-Това е тегловна група на буталото от 3020-3030 кг, а F е размерна група от 129,89-129,91. Цената на комплекта е 12800р. При сглобяването на двигателя е желателно бутало от една група.
номер 2k или 2zh, какво означава това? и колко ти струваше целия комплект бутала ако не е тайна
2-Това е тегловна група на буталото от 3020-3030 кг, а F е размерна група от 129,89-129,91. Цената на комплекта е 12800р. При сглобяването на двигателя е желателно бутало от една група.
Благодаря ти 
Мислех да си купя ново бутало  Разглобих двигателя и се уплаших, ще хвърля снимката какво бутало имах и как все пак кара и най-важното не пуши
Разглобих двигателя и се уплаших, ще хвърля снимката какво бутало имах и как все пак кара и най-важното не пуши
Александър Николаевич, правите всичко според Фън Шуй 
... Средство за отстраняване на ръкави - можете да го видите и за засаждане на ръкавите на място. Никога не използвам чук - вмъквам ръкавите от усилието на ръката си, усещаш усилието и гумените халки няма да се отрежат. След засаждането набивам надолу през дървена дистанционер.
Това е моят красавец 

Вмъквам ръкавите от усилието на ръката, усещаш усилието и гумените халки няма да се отрежат.
Честно казано, дори не ми хрумна да го пробвам с ръце, но страх разбира се има.
Здравейте всички, които могат да ви кажат коляновия вал а-41 е Китай струва 14 тона, а има барнаулски вал струва 24 тона, по какво се различават? А мога ли да сложа китайски? какво мислиш
А мога ли да сложа китайски? какво мислиш
А какво да кажем за стария, може да го излъска. Китайските са рулетка.Няма добри отзиви за тях.
А мога ли да сложа китайски? какво мислиш
А какво да кажем за стария, може да го излъска. Китайските са рулетка.Няма добри отзиви за тях.
на корена има насилници, а вложките бяха вече p3 да се изострят, мисля че няма смисъл, но за барнаул какво мислиш?
вложки вече стояха p3 заточване мисля, че няма смисъл, но за барнаул какво мислите?
Остава още един ремонт и можеш да ги шлайфаш.А Барнаулски си е собствен вал, всички двигатели работят на тях. Но при смяна на вала е необходимо да се балансира с маховика.Имах опита да монтирам вала без балансиране, след като сглобих двигателя при първото стартиране, излезе ужасна вибрация, но не исках да разглобявам двигателя, Излязох от ситуацията, като заварих парчета армировка върху коша по научен метод на боцване, макар че отне два дни.След това винаги карам за балансиране.
вложки вече стояха p3 заточване мисля, че няма смисъл, но за барнаул какво мислите?
Остава още един ремонт и можеш да ги шлайфаш.А Барнаулски си е собствен вал, всички двигатели работят на тях. Но при смяна на вала е необходимо балансиране с маховика.Имах опита да монтирам вала без балансиране, след като сглобих двигателя при първото стартиране, изчезна ужасна вибрация, но не исках да разглобявам двигателя ,излязох от позицията като заварих парчета армировка на маховика с боцване,макар че мина два дни.След това винаги карам за балансиране.
Не мислех за балансиране. 
балансирането няма да работи в моя град, исках да балансирам вала с 66 газ, така че ми казаха да не балансирам всички машини бяха продадени
Двигателите се сглобяват на три етапа: вертикално положение с картера нагоре, когато коляновият вал е положен; хоризонтално положение - за монтаж на основните монтажни възли и части; вертикално положение с картера надолу - при окончателен монтаж и завършване. За индивидуално сглобяване на двигатели се използва универсална стойка USD-3 или специална стойка за сглобяване на двигатели D-108 и D-160 (фиг. 107).В специализирани ремонтни заводи двигателите се сглобяват на производствена линия.
Ориз. 107. Стенд за демонтаж и монтаж на двигатели Д-108 и Д-160:
1 - рамка, 2 - колело, 3 - долен сектор, 4 - въртящ се болт, 5 - горен сектор, 6 - плоча, 7 - ролка, 8 - фиксатор
Двигателите се сглобяват в следния ред: поставят коляновия вал в основните лагери, монтират гилзи на цилиндъра, групата на свързващия прът-бутала, механизма за синхронизация, задната греда и маховика, маслената помпа и картера, главата на цилиндъра, горивото оборудване, филтри и тръбопроводи, всмукателни и изпускателни колектори, водна помпа и вентилатор, редуктор и стартер.
Препоръчително е да монтирате коляновия вал в тази последователност. Проверете и допълнете вала с основните лагери. Ако облицовките не могат да се проточат и отговарят на дадения размер на шейните на вала, те се полагат в леглото на блока, основните лагери се сглобяват и затягат. Поставете коляновия вал и проверете монтажа му според техническите условия за ремонт.
Допустимите стойности на хлабината в основните лагери без ремонт за нормалните размери на шейки на коляновия вал за двигатели на трактори са: за D-108 и D-160 - 0,35 mm; за всички останали - 0,24-0,30 мм.
След проверка на размерите и определяне на хлабините, капачките на лагерите се отстраняват, основните шейни на вала се смазват с тънък слой масло и валът се спуска върху облицовките, монтирани в блока.
Моментът на затягане на гайките на основните лагери на двигателите D-108 е 370-420 Nm; А-01М, А-41 - 410-440; D-65, D-240 - 220-260 и SMD-14-200-220 Nm. Първо, затегнете средния главен лагер и опитайте да завъртите коляновия вал на ръка, като използвате болта във фланеца на маховика. Ако валът се върти лесно, постепенно затегнете останалите капачки на лагера. Аксиалният ход на коляновия вал се проверява чрез преместването му по оста с лост и се измерва крайната хлабина в крайно положение. Аксиалният ход на коляновия вал за двигатели D-108 е 0,1-0,5 mm; SMD-14-0,2-0,4; А-01М и А-41—0,1—0,35 мм.
Правилно положен вал трябва да може да се върти със силата на ръката, приложена към болта на маховика или шейните на свързващия прът.
Групата свързващ прът-бутало се монтира в блока отстрани на главата на цилиндъра, като се използват устройства за компресиране на пръстените. Затегнете гайките на лагера на свързващия прът с динамометричен ключ със следния момент на затягане: за двигатели SMD-14 - 140-160 Nm; А-01М, А-41 —160—180; D-108 - 140-150 Nm.
Допустимият аксиален ход на долната глава на свързващия прът без ремонт е 1 мм. След като монтирате задната греда и корпуса на уплътнението, монтирайте маховика. Биене на маховика след закрепване към коляновия вал не трябва да надвишава 0,3 mm.
А-41 бутален двигател се ражда повече
Лежеше във военен склад в консервация, така че двигателят като такъв не работеше.
Всички гумени изделия бяха сменени с нови.
Горивното оборудване беше основно ремонтирано, настроено е за модификацията на двигателя, всички бутала на двигателя (втулка, бутало, пръстени, щифтове) бяха заменени с нови комплекти Kostroma.
Коляновия вал е полиран, сменени са нови облицовки, включени са стартер и дискове на съединителя.
Даваме гаранция за три месеца след подписване на договора за продажба.
При желание можем да монтираме двигателя или да извършим валцуване на валцова машина.
Цената е по договаряне, договаря се индивидуално.
Налични са и много други двигатели, например YaMZ 236, SMD 31, D260 и така нататък.
Видео бутален двигател А 41 канал Артем Иванов
Фирмата ни продава резервни части за различни видове спецтехника, камиони и селскостопанска техника от местно и чуждестранно производство, в т.ч резервна част и двигател и AMZ A-01, A-41, D-442 ... Едно от направленията на работата на предприятието е ремонтът и поддръжката на двигатели, трансмисии, кормилно управление, спирачни системи, ходова част, хидравлично и електрическо оборудване. Работейки с нас, вие гарантирано ще получите индивидуален подход и експертни съвети, както и висококачествени резервни части и компоненти на най-ниски цени.
Отстраняване на неизправности и демонтаж на двигателя Алтай
моторен завод А-01, А-41, Д-442
Отстраняване на неизправности на двигателя AMZ A-01, A-41, D-442 се извършва в процеса на разглобяване на двигателя, чрез външен оглед на възли и механизми и бракуване на износени и дефектни части, които задължително подлежат на смяна.
Демонтаж на двигателя AMZ A01, A41, D442 v се изпълнява на щанда. При разглобяването на двигателя двигателят отстранява неизправности - частите са подредени в групи:
- Ÿ подходящ за монтаж на двигател.
- Ÿ части, изискващи ремонт.
- Ÿ неизползваем.
В разглобяване на двигателя АМЗ А-01, А-41, Д-442 забранено е използването на длета, лостове, лостове. Не се препоръчва използването на регулируеми ключове при разглобяване на двигателя; при липса на гаечен ключ с необходимия размер, използвайте уплътнения между челюстите на ключа, тъй като това може да доведе до разкъсване на ръбовете на болтовете и крепежните елементи.
Демонтаж и отстраняване на неизправности на двигателя AMZ A01, A41, D442 се извършва в следния ред:
-
Работното колело и ремъка на вентилатора се отстраняват.
Задвижванията и прътите се разкачват, а гайките и болтовете на генератора, карбуратора, магнето, стартера и стартовия двигател се разхлабват, след което изброените възли се отстраняват от двигателя.
Горивните проводници с високо и ниско налягане са разкачени и отстранени, тръбите на въздушния филтър, скобата и въздушният филтър се отстраняват.
Отстраняват се горивните филтри за фино и грубо почистване, масления филтър и уплътнението на корпуса.
Всмукателният и изпускателният колектор се отстраняват, щепселът се отстранява от картера на двигателя, отстранява се водопроводната тръба.
Обръщане за по-нататък двигател за разглобяванеАМЗ А-01, А-41, Д-442 нагоре, картерът с корково уплътнение се отстранява.
По-нататък се произвежда демонтаж на двигателя A01, A41, D442 на възли и детайли. Всички подробности след разглобяване на двигателя се маркират, измиват се и се подлагат на финал отстраняване на неизправности на двигателя AMZ A01, A442 - се правят измервания на износването на частите, въз основа на резултатите от които се взема решение за пригодността на частите за повторна употреба или възстановяване.
Предоставяме услуги за основен ремонт и възстановяване на двигатели за селскостопанска и специална техника, както и на товарни автомобили от водещи местни и чуждестранни производители. Всички ремонтни дейности на двигателя се извършват в сервиз с високотехнологично оборудване от нашите опитни ремонтни техници. Възможни са и посещения на място на клиенти. Ще разглобим двигателя, ще прегледаме и измием, ще сменим износените части, ще ги шлайфаме и, което е важно, ще тестваме на щанда с последваща настройка, боядисване и монтаж на автомобила. Благодарение на установеното сътрудничество с водещи производители и доставчици, ние сме в състояние да предложим не само ремонти, но и продажба на оригинални резервни части и компоненти на най-ниски цени. ( Отидете в каталога на резервните части на двигателя AMZ A-01, A-41, D-442)
За закупуване на резервни части се обадете на:
Много полезна информация за собствениците на модели BMW 5 може да намерите на BMW Automotive Forum Неизправности, поддръжка, ремонт и експлоатация.
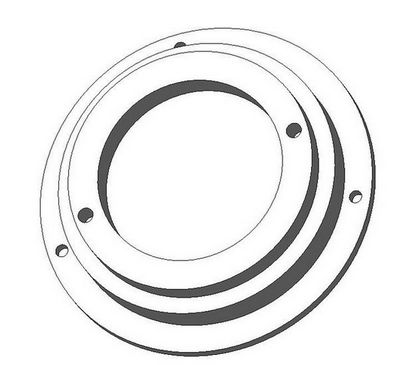
Двигателят А-41 е оборудван с балансиращ механизъм инерционни сили, действащи във вертикалната равнина. Балансиращ механизъм (Фигура 1) се състои от две тежести, въртящи се в противоположни посоки. Скоростта на въртене на тежестите е два пъти по-голяма от скоростта на въртене на коляновия вал. Центровете на тежестта на тежестите са насочени едновременно в една посока по време на въртене. Тежестите се леят заедно с оси, които са притиснати в зъбни колела 2. В тялото балансиращ механизъм Монтирани са цилиндрични ролкови лагери, в които се въртят осите на тежестите. Зъбният пръстен 4, който е монтиран в средната част на коляновия вал близо до третата основна шейна, задвижва зъбното колело да се върти.
Снимка 1. Части на балансиращия механизъм: уред; b - диаграма на силите; в - монтаж на зъбни колела по марки; 1 - калъф; 2 - предавка; 3 - маслопровод към масления охладител; 4 - зъбен пръстен на задвижването на балансиращия механизъм; 5 - регулиращо уплътнение; 6 - товар.
В резултат на въртенето на тежестите се появяват центробежни сили Pc, които се разлагат на два компонента - хоризонтални и вертикални сили. Хоризонталните сили действат в противоположни посоки, като по този начин се балансират взаимно. Вертикалните сили се сумират и се сумират до Vs. Сборът от вертикалните сили по вертикала балансира сумата от инерционните сили Ri във всичките четири цилиндъра.
Инсталация балансиращ механизъм на двигателя А-41 се извършва с положението на буталото на първия цилиндър в горната мъртва точка. Зъбните колела трябва да се монтират в съответствие с маркировките, поставени върху техните зъби и канали, когато тежестите са разположени отдолу.
Двигателите се сглобяват на три етапа: вертикално положение с картера нагоре, когато коляновият вал е положен; хоризонтално положение - за монтаж на основните монтажни възли и части; вертикално положение с картера надолу - при окончателен монтаж и завършване. За индивидуално сглобяване на двигатели се използва универсална стойка USD-3 или специална стойка за сглобяване на двигатели D-108 и D-160 (фиг. 107). В специализирани ремонтни заводи двигателите се сглобяват на производствена линия.
Ориз. 107. Стенд за демонтаж и монтаж на двигатели Д-108 и Д-160:
1 - рамка, 2 - колело, 3 - долен сектор, 4 - въртящ се болт, 5 - горен сектор, 6 - плоча, 7 - ролка, 8 - фиксатор
Двигателите се сглобяват в следния ред: поставят коляновия вал в основните лагери, монтират гилзи на цилиндъра, групата на свързващия прът-бутала, механизма за синхронизация, задната греда и маховика, маслената помпа и картера, главата на цилиндъра, горивото оборудване, филтри и тръбопроводи, всмукателни и изпускателни колектори, водна помпа и вентилатор, редуктор и стартер.
Препоръчително е да монтирате коляновия вал в тази последователност. Проверете и допълнете вала с основните лагери. Ако облицовките не могат да се проточат и отговарят на дадения размер на шейните на вала, те се полагат в леглото на блока, основните лагери се сглобяват и затягат. Поставете коляновия вал и проверете монтажа му според техническите условия за ремонт.
Допустимите стойности на хлабините в основните лагери без ремонт с нормалните размери на шейки на коляновия вал за двигатели на трактори са: за D-108 и D-160 - 0,35 mm; за всички останали - 0,24-0,30 мм.
След проверка на размерите и определяне на хлабините, капачките на лагерите се отстраняват, основните шейни на вала се смазват с тънък слой масло и валът се спуска върху облицовките, монтирани в блока.
Моментът на затягане на гайките на основните лагери на двигателите D-108 е 370-420 Nm; А-01М, А-41 - 410-440; D-65, D-240 - 220-260 и SMD-14-200-220 Nm. Първо, затегнете средния главен лагер и опитайте да завъртите коляновия вал на ръка, като използвате болта във фланеца на маховика. Ако валът се върти лесно, постепенно затегнете останалите капачки на лагера. Аксиалният ход на коляновия вал се проверява, като се премества по оста с лост и се измерва крайната хлабина в крайно положение. Аксиалният ход на коляновия вал за двигатели D-108 е 0,1-0,5 mm; SMD-14-0,2-0,4; А-01М и А-41—0,1—0,35 мм.
Правилно положен вал трябва да може да се върти със силата на ръката, приложена към болта на маховика или шейните на свързващия прът.
Групата свързващ прът-бутало се монтира в блока отстрани на главата на цилиндъра, като се използват устройства за компресиране на пръстените. Затегнете гайките на лагера на свързващия прът с динамометричен ключ със следния момент на затягане: за двигатели SMD-14 — 140—160 Nm; А-01М, А-41 —160—180; D-108 - 140-150 Nm.
Допустимият аксиален ход на долната глава на свързващия прът без ремонт е 1 мм. След като монтирате задната греда и корпуса на уплътнението, монтирайте маховика. Биене на маховика след закрепване към коляновия вал не трябва да надвишава 0,3 mm.
ДА СЕ Категория: - Поддръжка на пътни автомобили
Здравейте! Имам проблем с двигателя SMD -22. Закупихме комбайн Ск-5 Нива. Блок SMD-22 (вибито на блока), коя глава не знам, наскоро го смениха, турбина. Първоначално работеше нечисто (понякога се промъкваше бял дим). Двигателят се нуждаеше от ремонт. Първата стъпка беше регулиране на горивото и основен ремонт на двигателя. Но колкото и да е странно, проблемът не изчезна. Чу се, че двигателят е леко троен бял дим се изплъзва от ауспуха. Свалих изпускателния колектор и запалих двигателя. Цилиндрите 1, 3, 4 работят, а вторият просто отделя бял дим от негоримо гориво.
Сменени инжектори, проблема е същият.
Сложи друга горивна помпа нищо не се е променило.
След това започнах да регулирам ъгъла на впръскване на горивото. Като го сложих малко по-късно димът от втория цилиндър беше още повече и двигателя губеше мощност. Когато пренаредих лешника настрана + по-рано, вторият цилиндър постепенно започна да работи. Колкото по-рано 2 цилиндъра работеше повече, но отначало 1 и 4 цилиндъра спряха да работят, после почти веднага и 3. Мисля, че това означава, че съм объркал марките, когато сглобявах двигателя. Разглобен всичко е нормално. Смених разпределителния вал на място. Хлабината между клапаните беше регулирана 20 пъти, но проблемът не изчезна.
Малко пише в тази тема https://my.housecope.com/wp-content/uploads/ext/967/forum/obshchie-voprosy-po-sel-2. но това беше моят въпрос, на който не можах да намеря отговор
Посъветвайте какво може да бъде и как да реша проблема?
Последно посещение: преди 2 часа 21 минути
Регистрация: 09.11.2010 - 20:53ч
Може би клапанът не е плътен, или вода влиза в цилиндъра, или, малко вероятно, тръба с високо налягане.
Последно посещение: преди 6 месеца 1 седмица
Регистрация: 04.12.2010 - 00:21ч
Може би клапанът не е плътен, или вода влиза в цилиндъра, или, малко вероятно, тръба с високо налягане.
Вентилите са многократно проверявани и шлифовани. Вентилите са пълни с широка работна част. В цилиндъра не влиза вода. Тръбата е изключена, тъй като при промяна на ъгъла на впръскване вторият цилиндър започва да работи добре. И така свалих и проверих всички тръби и дюзи.
Последно посещение: преди 2 часа 21 минути
Регистрация: 09.11.2010 - 20:53ч
Най-вероятно има някаква дреболия, за която няма да помислите веднага, но тя издълбава. В моята практика имаше няколко случая, когато заради дреболия няколко пъти правех ход и цяла година си бърках мозъците.






| Видео (щракнете за възпроизвеждане). |
Моля за съвет, задайте настройката на моментната последователност от действия.














