Направи си сам ремонт на заваръчна горелка за полуавтоматично устройство
Подробно: DIY ремонт на заваръчна горелка за полуавтомат от истински майстор за сайта my.housecope.com.
0
poipoi 09 август 2011 г
Има полуавтомат в изправност с много изтъркана горелка.(+ Газова отрова) горелката не се сваля - отива в дълбините на тялото с ръкава си. възможно ли е да смените горелката сами? Необходимо ли е да се търси горелка по същия начин? или можеш ли да завиеш някой като спазва диаметъра на жицата?
апарат TELWIN TELMIG 130 такъв
0
budia 22 януари 2012 г
1
copich 30 януари 2012 г
Има полуавтомат в изправност с много изтъркана горелка.(+ Газова отрова) горелката не се сваля - отива в дълбините на тялото с ръкава си. възможно ли е да смените горелката сами?
Първо се свържете със сервиза, нека ви кажат колко струва отделно. Защо слагате нещо върху лепило и дюзи !? И можете да го промените сами, или ръцете ви са израснали от правилното място. Защото някои дори не могат да държат отвертка в ръцете си. И изобщо не могат да сменят горелката.
Полуавтоматичната заваръчна машина е доста популярно устройство сред професионалните и домашни майстори, особено тези, които се занимават с ремонт на тялото. Това устройство може да бъде закупено готово. Но много собственици на инверторни заваръчни машини се чудят: възможно ли е да преобразувате инвертор в полуавтоматично устройство, за да не купуват друг заварчик? Създаването на полуавтоматично устройство от инвертор със собствените си ръце е доста трудна задача, но със силно желание е напълно осъществимо.
За да сглобите устройството, ще ви трябват следните елементи:
инверторна заваръчна машина;
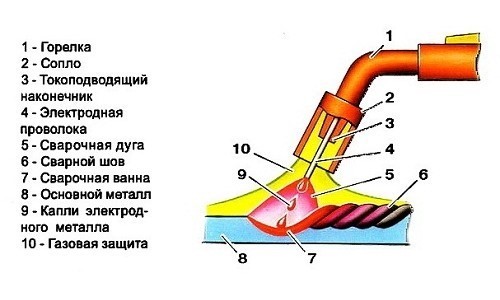
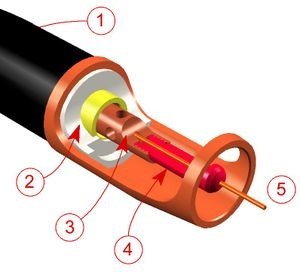
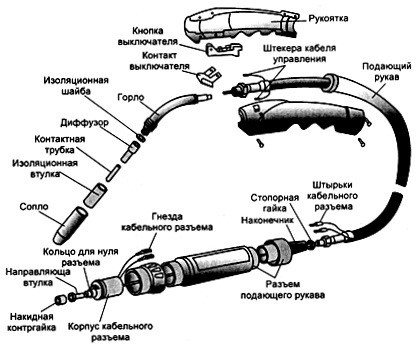
горелка, както и специален гъвкав маркуч, вътре в който има газопровод, водач, захранващ кабел и електрически кабел за управление;
механизъм за равномерно автоматично подаване на тел;
контролен модул, както и регулатор на скоростта на двигателя (PWM контролер);
цилиндър със защитен газ (въглероден диоксид);
електромагнитен клапан за спиране на газ;
намотка с електроден проводник.
Видео (щракнете за възпроизвеждане).
За да сглобите домашно полуавтоматично устройство от заваръчен инвертор, последният трябва да генерира заваръчен ток от най-малко 150 A.
Но повече за това по-късно. Първо трябва да направите механичната част на полуавтоматичното устройство, а именно подаващото тел.
Тъй като хранилката ще бъде поставена в отделна кутия, тя е идеална за тази цел. случая от компютърната система... Освен това няма нужда да изхвърляте захранването. Може да се адаптира към работата на протягащия механизъм.
Първо, трябва да измерите диаметъра на макарата с тел или, като я нарисувате на хартия, да изрежете кръг и да го поставите в кутията. Трябва да има достатъчно място около макарата, за да се поберат други компоненти (захранване, маркучи и подаващо тел).
Устройството за изтегляне на тел е направено от механизъм за чистачки на автомобил. За него е необходимо да се проектира рамка, която да държи и притискащите ролки. Оформлението трябва да бъде нарисувано на дебела хартия в реален мащаб.
Захранващото устройство трябва да бъде монтирано в корпуса, така че конекторът да е на удобно място.
За да може телта да се подава равномерно, всички компоненти трябва да бъдат закрепени точно един срещу друг. Ролките трябва да са центрирани спрямо входния отвор, разположен в съединителя на маркуча.
Като ролкови водачи можете използвайте лагери с подходящ диаметър. Върху тях с помощта на струг се обработва малък жлеб, по който ще се движи електродната тел. За тялото на механизма можете да използвате 6 мм шперплат, текстолит или здрав пластмасов лист. Всички елементи са фиксирани към основата, както е показано на следващата снимка.
Основният водач на проводника е аксиално пробит болт... Резултатът е един вид тел екструдер. На входа на фитинга се поставя пружинно подсилен камбрик (за твърдост).
Пръчките, върху които са фиксирани ролките, също са пружинирани. Затягащата сила се задава с помощта на болта, разположен отдолу, към който е прикрепена пружината.
Основа за закрепване на калерчето може да се направи от малко парче шперплат или печатна платка и да се изреже пластмасова тръба с подходящ диаметър.
След това всички компоненти трябва да бъдат спретнато поставени в кутията.
За да се постигне добро качество на заварката при заваряване, е необходимо телта да се подава с определена и постоянна скорост. Тъй като двигателят от чистачката е отговорен за скоростта на подаване на съоръжението, е необходимо устройство, което може да промени скоростта на въртене на нейната арматура. За това е подходящо готово решение, което може да бъде закупено и в Китай и се нарича PWM контролер.
По-долу е дадена диаграма, от която става ясно как регулаторът на скоростта е свързан към двигателя. Регулаторът на контролера с цифров дисплей е изведен на предния панел на корпуса.
След това трябва да инсталирате реле за управление на газовия клапан... Той също така ще контролира стартирането на двигателя. Всички тези елементи трябва да се активират чрез натискане на бутона за стартиране, разположен на дръжката на горелката. В този случай подаването на газ към мястото на заваряване трябва да бъде преди (с около 2-3 секунди) началото на подаването на тел. В противен случай дъгата ще се запали в околния въздух, а не в среда на защитен газ, което ще доведе до стопяване на електродния проводник.
Реле за забавяне за домашно полуавтоматично устройство може да бъде сглобено на базата на 815-ти транзистор и кондензатор... За да получите пауза от 2 секунди, ще бъде достатъчен кондензатор 200-2500 uF.
Соленоиден спирателен вентил е поставен на всяко място, където няма да пречи на работата на движещите се части, и е свързан към веригата според диаграмата. Можете да използвате въздушен клапан от GAZ 24 или да закупите специален, предназначен за полуавтоматични устройства. Клапанът е отговорен за автоматичното подаване на защитен газ към горелката. Включва се след натискане на бутона за стартиране, разположен на полуавтоматичната горелка. Наличието на този елемент значително спестява консумацията на газ.
Освен това, след инсталиране на всички модули в кутията, приставката към инвертора за полуавтоматично заваряване ще бъде готова за работа.
Но както вече беше отбелязано, характеристиките на токовото напрежение (VAC) на инвертора не са подходящи за пълноценна работа на полуавтоматично устройство. Следователно, за да може полуавтоматичното устройство да работи в тандем с инвертор, са необходими малки промени в неговата електрическа верига.
Има много вериги за промяна на I-V характеристиката на инвертор, но най-лесният начин да направите това е както следва:
сглобете устройството с помощта на дросел за флуоресцентна светлина според схемата по-долу;
за да свържете сглобеното устройство, ще трябва да сглобите друг блок според следната диаграма;
за да не работи сензорът за прегряване на инвертора, към него трябва да бъде запоен (успоредно) оптрон, както е показано на следващата диаграма.
Но ако се появи контрол на заваръчния ток в инвертора с шунт, тогава можете да сглобите проста схема от три резистора и превключвател на режима, както е показано по-долу.
В резултат на това преобразуването на заваръчен инвертор в полуавтоматично устройство ще струва 3 пъти по-евтино от готова единица. Но разбира се, за самостоятелно сглобяване на устройството, ще трябва да имате определени познания в радиомодела.
Полуавтоматичните устройства за заваряване са прости и надеждни конструкции. Но нищо не е вечно, дори най-качествените механизми могат да се повредят, най-вече нарушенията на правилата за експлоатация могат да бъдат причините.
Полуавтоматично заваръчно устройство.
Най-често неизправностите на полуавтоматична заваръчна машина възникват в най-слабите места на оборудването. В този механизъм такова място е марковият блок, към който е свързано заваръчното окабеляване. При лош контакт в комбинация с повишени стойности на заваръчния ток може да се получи прегряване на връзките и свързаните към него кабели. Това ще доведе до разрушаване на връзката, впоследствие изолационният слой в краищата на намотките ще изгори и може да възникне късо съединение.
В този случай нагревателните връзки се подреждат, контактите и скобите се почистват, за да се създаде добро прилягане на контактите на всички елементи. Могат да възникнат и други неизправности.
Работата на полуавтоматичната заваръчна машина.
В тази ситуация, когато е свързан към мрежата, възниква спонтанно изключване, тъй като защитният елемент се задейства. Такива проблеми най-често възникват при затваряне на верига с високо напрежение. Обикновено проводниците и корпусът или самото окабеляване са затворени. Защитата може да се задейства поради късо съединение между завоите на бобината или елементите на магнитната верига.
Ако е необходим ремонт, изключете заваръчната машина от електрическата мрежа, намерете източника на проблема и го отстранете - това може да бъде възстановяване на изолацията, смяна на кондензатора и други възможни неизправности.
Този вид проблем най-често е придружен от прегряване на оборудването. Може да има няколко фактора:
болтовете, които затягат магнитопроводящите елементи, се разхлабват;
счупване на закрепването на сърцевината или в механизма за преместване на намотките;
претоварване на оборудването (заваръчната машина работи доста дълго време, най-високите показатели на тока, голямо напречно сечение на електрода).
Устройството може да бръмчи много дори когато заваръчните проводници или елементите на магнитната верига са окъсени. Когато се създаде такава неизправност, трябва да се проверят всички крепежни елементи и, ако е необходимо, да се затегнат, да се отстранят неизправностите в механизма за закрепване на сърцевината, необходимо е да се проверят и изолират заваръчните кабели.
Полуавтоматично горелно устройство.
Най-често такива нарушения възникват при неспазване на правилата за експлоатация - настройката на заваръчния ток надвишава допустимите норми, използват се твърде големи електроди, а продължителността на работата (без необходимото прекъсване) на заваръчната машина също е нарушено. Ако възникнат такива проблеми, е необходимо да се придържате към режима, приемлив за това устройство, както и да охладите устройството, като си направите почивка от работа.
Прекомерното прегряване води до къси съединения на завоите на намотката на намотките - това е следствие от изгарянето на изолационния слой, което дори води до дим. Това се счита за най-сериозната повреда, при която устройството може да изгори. Ако това се случи, тогава е необходимо да възстановите изолационния слой на окабеляването в намотките, но се случва, че не можете да направите без пълно пренавиване. При пренавиване трябва да се използва тел от предишния раздел и със същия брой завои.
И ако малък индикатор на заваръчния ток? Тези неизправности са свързани с намаляване на напрежението на захранващите мрежи или повреда на регулатора, който доставя ток на устройството.
Ако токът на заваръчната машина не е регулиран, тогава подобен проблем възниква от неизправност на механичното регулиране на тока.
Регулаторите във всеки модел имат различна модификация. Проблеми най-често възникват в регулаторните винтове, в затягащите елементи, при неравномерно движение на вторичните намотки, ако бобината на дросела е накъсана, както и при проникване на отломки или чужди предмети.В този случай корпусът трябва да бъде премахнат и е необходимо да се извърши проучване на всички механизми за управление.
Спонтанно прекъсване на дъгата без възможност за възобновяване на работата. При такава неизправност се появяват само искри вместо дъга. Това се случва, ако има повреда в намотката с високо напрежение, от късо съединение на заваръчните проводници, ако връзката на проводниците към клемите на устройството е нарушена.
Прекомерна консумация на ток в мрежата без натоварване. Такъв проблем може да възникне поради късо съединение на завоите на намотката, което може да бъде елиминирано чрез възстановяване на изолацията или чрез пълна смяна на намотката на заваръчната бобина.