
Подробно: собствен ремонт на пробивна машина 2n125 от истински майстор за сайта my.housecope.com.
Производител на вертикални пробивни машини модели 2Н125, 2Н135, 2Н150, 2Г175 - Стерлитамакски машиностроителен завод, НПО Machine-Tool Building LLC, основана през 1941 г.
Историята на Стерлитамакския машиностроителен завод започва на 3 юли 1941 г., когато започва евакуацията на Одеския машиностроителен завод в град Стерлитамак.
Още на 11 октомври 1941 г. Стерлитамакският машиностроителен завод започва да произвежда специални модулни металорежещи машини за отбранителната промишленост.
В момента заводът произвежда металообработващо оборудване, включително стругови и фрезови машини с ЦПУ, многофункционални обработващи центрове, металообработващи и режещи инструменти.
Универсална вертикална пробивна машина 2H125, с номинален диаметър на пробиване 25 mm, се използва в предприятия с еднократно и дребномащабно производство на продукти и е предназначена за извършване на следните операции: пробиване, райбероване, зенкерване, зенкерване, райбер и подрязване на завършва с ножове.
Ограниченията на броя на оборотите и подаванията на шпиндела позволяват обработка на различни видове отвори при рационални условия на рязане.
Хронология заводът произвежда вертикални пробивни машини серия 2125 с диаметър на пробиване до 25 мм:
- 2125 - първият модел от серия вертикални пробивни машини, произведени от 1945 до 1950 г.
- 2A125, 2A125A, 2A125K - следните модели от серията, произведени от 1950 до 1965 г
- 2N125, 2N125A, 2N125K, 2N125F2 - най-популярният и масово произвеждан модел от серията, произвеждан от 1965 г. до началото на 90-те години
- 2S125, 2S125-01, 2S125-04 - най-новите модели от серията. Прекратено през 2014 г
| Видео (щракнете за възпроизвеждане). |
Наличието на механично шпинделно подаване на машини, с ръчно управление на работните цикли.
Позволява обработка на детайли в широк диапазон от размери от различни материали с помощта на инструменти от високовъглеродни и бързорежещи стомани и твърди сплави.
Машините са оборудвани с устройство за реверсиране на електродвигателя на основното движение, което позволява резбоването им с машинни метчици с ръчно подаване на шпиндела.
Категория на разположение 4 в съответствие с GOST 15150-69.
Разработчик - Одеско специално конструкторско бюро за специални машини.
Основните машини за вертикално пробиване се използват за обработка на отвори с различни диаметри: 2H125... Последните две цифри на всеки номер на модела показват най-големия диаметър на отвора в mm, който може да се пробие на тази машина в 45 стоманени заготовки.
Въз основа на горните основни модели на металорежещи машини са създадени следните модифицирани модели:
2N125A - вертикални пробивни машини с автоматизирано управление (управлението се извършва с предварително зададени гърбици и бутони);
2N125K - координатни вертикални пробивни машини с напречна маса;
2N125S - специални еднопозиционни вертикални пробивни машини с фланцова перна, която служи за закрепване на многошпинделни глави;
2Н125Н - многопозиционни пробивни машини, предназначени за монтаж на многошпинделни глави и ротационни маси;
2N125F2 - Пробивни машини с ЦПУ, кръстосана маса и купол и др.
- 2T125, 2T140, 2T150 - производител: Гомелски завод за машинни агрегати
- 2АС132, 2АС132-01 - производител: Астрахански машиностроителен завод
- 2L125, 2L132, 2L135, LS25, LS35 - производител: Липецки машиностроителен завод (PJSC STP-LSP)
- MN25L, MN25N-01 - производител: Молодеченски машиностроителен завод
Чертеж на работното пространство на пробивната машина 2H125
Снимка на пробивна машина 2Н125
Разположение на основните части на пробивната машина 2H125
- Задвижване на пробивна машина - 2H125.21.000
- Машинна скоростна кутия - 2H125.20.000
- Маслена бутална помпа - 2N125.24.000 за машина 2N125
- Маслена бутална помпа - 2Н135.24.000
- Захранваща кутия - 2Н125.30.000
- Колона, маса, плоча - 2H125.10.000
- Механизъм за управление на скоростта и подаването - 2H125.25.000
- Електрически шкаф - 2Н125.72.000
- Електрическо оборудване - 2N125.94.000
- Монтаж на шпиндела - 2H125.50.000
- Охладителна система на машината - 2H125.80.000
- Пробивна глава - 2H125.40.000
Подреждане на органите за управление на пробивна машина 2H125
- Етикет - "Пълнене" на охлаждащата течност
- Плоча - "Източване"
- Превключвател за охлаждане
- + 19 болта за регулиране на клина на масата и пробивната глава
- Дръжка за преместване на масата
- Скоба за маса и винтове с пробивна глава
- Етикет - "Заземяване"
- Превключвател за отваряне
- Табелка - "Главен ключ"
- Бутон за сигнал МАШИНА ВКЛ
- Бутон за включване на дясното въртене на шпиндела
- Бутон за въртене на ляв шпиндел
- Бутон за включване на люлеенето на шпиндела при превключване на скорости и подаване
- Копче за смяна на скоростите
- Бутон СТОП
- Табела - "Скорост"
- Табелка - "Промяна на скоростта само при спиране"
- Скоба за маса и винтове с пробивна глава
- +4 Болтове за регулиране на клина на масата и сондажната глава
- Табела - "Подаване, мм за един оборот"
- Дръжка на превключвателя за подаване
- Бутон за ръчно подаване
- Ръчно колело на механизма за подаване
- Крайник за отчитане на работната дълбочина
- Ключ за осветление
- Етикет - "Охлаждане"
- Превключвател на охладителната помпа
- Гърбица за настройка на работната дълбочина
- Гърбица за настройка на дълбочината на резбата за рязане
- Лост за автоматично обръщане на главното задвижване при достигане на определената дълбочина на нарязаната нишка
- Лост за изключване на механичното подаване при достигане на определената работна дълбочина
- Квадрат за ръчно движение на бормашината
Кинематична схема на пробивната машина 2H125
Списък с графични символи на пробивната машина 2H125
Чертеж на скоростната кутия на пробивната машина 2N125
Скоростна кутия и задвижване. Скоростната кутия информира шпиндела за 12 различни скорости с помощта на подвижни блокове 5 (фиг. 7), 7, 8. Опорите на вала на кутията са поставени в две пластини - горната и долната 4, закрепени заедно с четири връзки 6 Скоростната кутия се върти вертикално от електродвигател чрез еластична муфа 10 и зъбна предавка 9. Последният вал 2 на кутията - втулката - има шлицов отвор, през който се предава въртенето.
Чрез зъбна двойка 3 въртенето се предава към кутията за подаване.
Смазването на скоростната кутия, както всички монтажни единици на сондажната глава, се извършва от бутална помпа, фиксирана на долната плоча 4. Работата на помпата се контролира от специален индикатор за масло в предната част на подмоторната плоча.
Механизмът за управление на скоростите и подаванията на пробивната машина 2H125
Механизмът за превключване на скоростите и подаванията на пробивната машина 2H125
Механизъм за превключване на скорости и подавания... Предавките се превключват от ръкохватка 2 (фиг. 8), която има четири позиции по обиколката и три по оста, превключването на подаването се извършва от ръкохватка 3, която има три позиции около обиколката за модели машини 2H135 и четири за 2H150 и три позиции по оста. Дръжките са разположени в предната част на главата на свредлото. Преброяването на включените скорости и подавания се извършва съгласно таблици 1 и 4.
Чертеж на кутия за подаване на пробивна машина 2N125
скоростна кутия. Механизмът е монтиран в отделен корпус и монтиран в главата на свредлото. Поради движението на два блока с тройни зъбни колела се извършват девет различни подавания на машините 2H125, 2H135 и дванадесет подавания на машината 2H150. При машините 2H125 и 2H135 кутиите за подаване се различават само по задвижването, което се състои от зъбни колела 1 на машината 2H125 (фиг. 9), на машините 2H125, 2H135 - съответно от зъбни колела 2, 3.Захранващата кутия е монтирана в отвора на горната опора на червяка на захранващия механизъм. На последния вал на кутията има съединител 4, който прехвърля въртенето към червея.
Чертеж на пробивната глава на пробивната машина 2H125
Пробивна глава е отливка с кутия с профил, в която са монтирани всички основни монтажни възли на машината: скоростна кутия, скоростна кутия, шпиндел, механизъм за подаване, противотежест на шпиндела и механизъм за превключване на скорости и подаване.
Механизъм за подаванесъстоящ се от червячна предавка, хоризонтален вал със зъбна рейка и зъбно колело, циферблат, гърбица и тресчотка, преходни съединители, волан, е неразделна част от сондажната глава.
Механизмът за подаване се задвижва от кутията за подаване и е проектиран да извършва следните операции:
- ръчно приближаване на инструмента към детайла;
- включване на работното захранване;
- ръчно подаване напред;
- изключване на работното захранване;
- ръчно прибиране на шпиндела нагоре;
- ръчно подаване, използвано при резба.
Принципът на действие на механизма за подаване е следният: когато ръчното колело 14 (фиг. 10) се върти, гърбичният съединител 8 се върти към себе си, който завърта вала на зъбното колело 3 на зъбната рейка и зъбното колело през клетката-полусъединителя 7 , а шпинделът се захранва ръчно. Когато инструментът се приближи до детайла, върху вала на зъбното колело 3 възниква въртящ момент, който не може да бъде предаден от зъбите на гърбичния съединител 8, а клетката на полусъединителя 7 се движи по протежение на вала до краищата на гърбиците на частите 7 и 8 идват един срещу друг. В този момент гърбичният съединител 8 се върти спрямо вала на зъбното колело 3 под ъгъл от 20 °, който е ограничен от жлеба в частта 8 и щифта 10. На клетката - полусъединител 7, има двоен -странно храпов диск 6, свързан към полусъединителя чрез лапи 13. При преместване на клетката-полусъединител 7 зъбите на диска 6 се зацепват със зъбите на диска, направени интегрирани с червячното колело 5. В резултат на това, въртенето от червяка се предава на зъбното колело и шпинделът се захранва механично. При по-нататъшно завъртане на волана 14 с включено захранване, лапите 13, разположени в клетката на полусъединителя 7, се плъзгат по зъбите на вътрешната страна на диска 6; има ръчно придвижване на механичното подаване.
При ръчно включване на подаването от ръчното колело 14 (след завъртането му към себе си под ъгъл от 20 °), зъбът на съединителя 8 застава срещу кухината на скобата на полусъединителя 7. Поради аксиалната сила и специална пружина 12, скобата на полусъединителя 7 се измества надясно и освобождава зъбните дискове 5 и 6; механично спиране на подаването.
Механизмът за подаване позволява ръчно подаване на шпиндела. За да направите това, изключете механичното подаване с ръчното колело 14 и преместете капачката 9 по оста на зъбния вал 3 далеч от вас. В този случай щифтът II предава въртящия момент от гърбичния съединител 8 към хоризонталния вал. На лявата стена на сондажната глава е монтиран крайник 4 за визуално отчитане на дълбочината след обработка и регулиране на гърбиците.
За ръчно движение на сондажната глава по водачите на колоната има механизъм, който се състои от червячна двойка 2 и двойка рейка и зъбно колело I. За предпазване на механизма за подаване от счупване има предпазен съединител 15. Гайка 16 и винт 17 се използват за регулиране на пружинната противотежест.
Монтаж на шпиндела на вертикална пробивна машина 2H125
Шпиндел 2 (фиг. 11) е монтиран на две. Силата на аксиално подаване се поема от долния опорен лагер, а силата на избиване на инструмента се поема от горния. Лагерите са разположени във втулката 3, която се движи по оста с помощта на двойка зъбна рейка и зъбно колело. Лагерите на шпиндела се регулират с гайка 1.
За избиване на инструмента се използва специално устройство на главата на шпиндела. Нокаутът се получава, когато шпинделът се повдига от ръчното колело. Държачът на устройството допира до корпуса на сондажната глава, а лостът 4 се върти около оста; избива инструмента.
Електрическа схема на пробивната машина 2H125
Описание на работата на електрическата верига на машината
Включването на входния прекъсвач B1 захранва главните и спомагателните вериги, сигналната лампа светва.Ако е необходимо охлаждане и осветление, тогава съответните превключватели се поставят в положение "ON". С натискане на бутона Kn2 "НАДЯСНО", стартовата намотка P1 получава захранване, главните контакти се включват M1 към дясното въртене на шпиндела. Чрез блоковите контакти P1 се включва стартер P5, който включва електрическата помпа M2 и релето за забавяне P12.
Когато натиснете бутона SC "ЛЯВ", стартерът P1, електродвигателят M1, релето P12 се изключват, след като кондензаторът C3 се разреди, контактите на релето P12 (28-26) се затварят и стартерите P2 и M1 са включени за ляво въртене. Релето P12 се включва отново.
При автоматичен реверс това превключване се случва, когато микропревключвателят B4 се задейства от гърбицата, монтирана на циферблата.
Спирането се извършва чрез натискане на бутона Kn1 "STOP", докато стартерите P1 или P2, P5 се изключват, изключвайки M1, M2. Чрез контактите на релето P12 (7-9) се включва релето P11, последвано от включването на стартерите P3 и P4. Намотките на електродвигателя M1 са свързани чрез токоизправителите D1, D2 към трансформатора Tr2, извършва се динамично спиране. След разреждането на кондензатора C1, C2, релето P11 се изключва, изключвайки стартерите P3, P4 и M1 от спирачната верига.
При превключване на скорости, ако предавките не са включени, се използва стъпаловидно въртене на ротора на електродвигателя. Натискането на бутона Kn4 "PROVOROT" включва стартера P4, намалено изправено напрежение преминава през фазите 1C2-1CЗ. Реле P11 се включва със закъснение чрез съпротивление P2, изключвайки стартер P4 и включвайки P3 - напрежението преминава през фази 1C1-1C2. Такива смени осигуряват люлеене на ротора и кинематиката, което улеснява превключването на предавките.
За защита от претоварване се използват термични релета. За нулева защита - намотки и контакти на магнитни стартери.
Страници 1 2 3 Следваща
Трябва да влезете или да се регистрирате, за да публикувате отговор.
- Рицар джедай
- Където: Кострома
- Регистрация: 23-05-2011
- Публикации: 1,010
Извадих пробивна машина от черен метал. Не взех много неща, почистих го, намазах го, свързах го към мрежата, всичко работи по принцип, но има едно. Когато автоматичното подаване е включено, шпинделът се движи нормално във въздуха, веднага щом започне да навлиза в метала, подаването се изключва. Пробвах различни комбинации от скорости, резултатът е същият.
При пробиване на парче дърво няма такъв проблем
Топлинен поток има, но засега е прекъснат. Казвам, че проблема не е в електриката, има един мотор за въртене и за спускане, сега е свързан директно към 380v през конвенционална машина. Въртенето не спира, спира само спускането.
Магически черен метал. 
Ако не е тайна, колко струваше спасението?
Все още не знам със сигурност, човекът е посочил 25 r / kg, машината все още не е претеглена, но в интернет тежи около 600 кг.
И наистина вълшебно, сега не можеш да си купиш нищо стойностно за такива пари. Нещо подобно ще струва много пъти повече.
Преди това купих напълно работещ струг за 15 тр. включително транспорт. теглото му е 1,3 тона)
Преди това купих напълно работещ струг за 15 тр. включително транспорт. теглото му е 1,3 тона)
Нереален късмет. Просто е нереално.
Често ли се появява това там?! Бих искал някак си да следя ситуацията по тези неща. дори не знам как.
Инсталирате ли всичко това във вашия гараж-сервиз?
- PVS
- Майстор джедай

- Където: Свердловск
- Регистрация: 15-06-2011
- Публикации: 14,334
Така че трябва да направите ръчно подаване
- Рицар джедай
- Където: Кострома
- Регистрация: 23-05-2011
- Публикации: 1,010
Така че трябва да направите ръчно подаване
Преди това купих напълно работещ струг за 15 тр. включително транспорт. теглото му е 1,3 тона)
Нереален късмет. Просто е нереално.
Често ли се появява това там?! Бих искал някак си да следя ситуацията по тези неща. дори не знам как.
Инсталирате ли всичко това във вашия гараж-сервиз?
Това са неща от различни места. Просто съвпадение.
Не, имам цех за металообработка. Давам стая под наем.
преди това наел стая с множество машини.Исках да купя нещо обратно, не го дадоха, сега всичко лежи на улицата, но пак не връщат нищо.
все още не раздавай нищо
Целият смисъл на неумел мениджър. Майната му на такъв инструмент. Те само знаят как да отдават под наем и имат бабо от това. И умът за овладяване на наличната техника не е достатъчен.
Гледам Ютуб, в Уфа същата глупост, бивш завод с машини стои, които си струват истински дофиг. Можете да изкупите обратно на цената на метал. Само доставката ще е скъпа, предполагам. При нужда ще се свържа с човека, който работи там/прави/премахва блогове.
Има не само стругове, има и много високоспециализирани, като преса за свирепи тонове и всичко това. не помня точно. Огромна купчина колани, натрупани в отделна стая.
Със сигурност не знам, но защо имате нужда от тази емисия? Никога не съм използвал моята емисия. Има вечен проблем, мазнина е. Ако вашата грес не тече и няколко от: шпиндел - перо без хлабина, успех.
Страници 1 2 3 Следваща
Трябва да влезете или да се регистрирате, за да публикувате отговор.
Съобщение №1 Алекс72 »02 януари 2018, 12:43
Съобщение № 2 РЕД »02 януари 2018, 12:48
Съобщение №3 Салник1970 »02 януари 2018, 13:20
Съобщение № 4 vanek-in1 »02 януари 2018, 17:12
Съобщение № 5 Оператор на машина »02 януари 2018, 18:16
Съобщение № 6 Салник1970 »02 януари 2018, 21:09
Съобщение № 7 Алекс72 »03 януари 2018, 13:01
Благодаря ! Казвам. Коя страна е най-добрата за отваряне на страничния капак? Какво би било по-добре да се доближим до тази пролет
Изпратено след 2 минути 31 секунди:
Съобщение № 8 Салник1970 »03 януари 2018, 13:41
Съобщение № 9 vanek-in1 »03 януари 2018 г., 13:42
Съобщение № 10 Алекс72 »06 януари 2018, 01:56
Днес го отворих от страната на крайника. Извади фланеца. Прикрепен към него с два болта. Някакъв пружинен механизъм. с иго. Слънчевата предавка остана на фланеца. Включва малка предавка. Което е на вала на самия волан. Повдигна перото ръчно. Поддържа се. и събра всичко. Перото не пада. Глоба. Но тя също не се връща на върха.
Чета. какво има в бордюра. ... доколкото разбирам. Има верига с тежест за връщане на перото нагоре.
И още един въпрос: Подканете устройството на капачката на колелото 125k. Изгубих се.
Колко трудно е да го направите сами?
Изпратено след 2 минути 53 секунди:
Малко предистория. Работих известно време в сервиз за горивни помпи с високо налягане (горивни помпи с високо налягане), а на втория етаж имаше една изоставена пробивна машина, тоест сондажна машина. Собственикът я отведе по дяволите, купувайки й, според него, „адекватна замяна“. На моя въпрос какво й е, той ми отговори, че перото удря и вече не става да пробива.
Обикаляйки машината, разбрах, че собственикът, за мой късмет, е пълен
манекенът беше грешен и проблемът беше в лагерите. Но не му казах за това, а просто предложих да купя тези „неща“ от него на цената на скрап, с което той всъщност бързо се съгласи. Така станах горд собственик на пробивна машина в края на 60-те години, тежаща така под 150 килограма, колоната й е отлята, едноделна, морзов конус № 2 в перо и киловатов двигател. Накратко, доста малка индустриална машина.
Бързо се обадих на приятел с полукамион и ние, докато никой не си промени решението, го разглобихме на по-смилаеми парчета, натоварих го в кола и го докарахме в дома ми на балкона на работилницата ми.

По-нататък се проведе по-подробно разглобяване на машината, притискане на лагерите, убити в кошчето:

Това беше последвано от: промиване на всичко от стара грес, почистване от стара боя, смяна на лагери с нови затворени (запушени с грес от производителя).



"Чиста шапка" - предпазител на колана:

Монтаж на перо вече с нови лагери:

В същото време беше извършено шпакловане и боядисване на машината:



Последните части бяха измити, поставени са термосвиваеми на дръжките за по-естетичен вид, закупена е грес (грес) и всичко е готово за окончателно сглобяване:



Лека-полека всичко си идва на мястото:

В процеса беше решено да не се запарва със стария трифазен мотор, все още нямам три фази вкъщи, така че се получи нов мотор на киловат мощност и беше обработен адаптер. Макарата е повдигната на полагащото й се място на новия двигател:

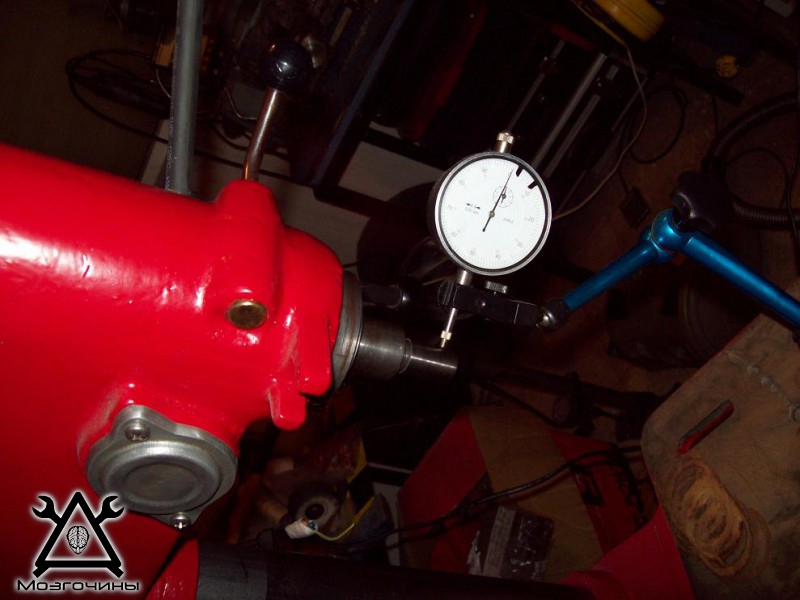
Спомняйки си, че би било хубаво да проверя резултатите от ремонта на перо, по-точно подмяната на лагери, и да погледна получените удари, се опитах да го направя. И - о, чудо! - въпреки факта, че при избора на лагери не преследвах класа на точност, резултатът надхвърли всички очаквания, радиалното биене е 0,01:
И накрая, няколко последни малки неща - и машините вече са на мястото си:


И в самия край - малко любопитство. Машината излезе просто лъскава, прецизна, мощна, но един проблем: ВЪРТИ СЕ ПО ДРУГИЯ НАЧИН, тоест наляво
Моралът на историята е, не пийте много бира, когато възстановявате оборудване. Стартирах го сто пъти, въртях го, въртях го и НИКОГА не забелязах, че се върти в обратна посока (вероятно защото нямаше патрон и не се виждаше по кръглата ос). Но няма значение. След като иззвънях на двигателя, разбрах, че няма да е възможно лесно да го обърна и, като го плюех, купих комплект "леви" бормашини, използвам го от няколко години и съм доволен като слон

- Направи си сам стимпанк медальон - 16.12.2016г
- Стимпанк запалка - 12.08.2016
- Още една флашка Steampunk - 28.07.2016
- Стиймпънк флашка - 12.07.2016
- Електрически наклонен скутер - 18.06.2016г
- Табло за електрически скутер - 04.06.2016г
- Мини куботан, отварачка, ключодържател - 12.05.2016г
- Мини чук - 30.04.2016г
- Флашка под формата на свещ - 25.04.2016
- Висулки за мотористи - видео - 18.04.2016г
- Електрическа приставка за инвалидна количка - 09.07.2014г
- LED фарове за електрически велосипеди - 25.06.2014г
- Лампа в стил пост-ядро - 24.06.2014г
- LED фарове за електрически велосипеди - 22.06.2014г
- Машина за кантиране на мрамор - 21.06.2014г
Не можеш ли да промениш посоката на въртене? Доколкото знам само при свързване на намотките с "делта" със запоени изводи е проблематично да се смени посоката на въртене. Във всички останали случаи можете.
клас. Ще има ли други артикули с възстановяване?
Ако намеря снимки, ще има още една за малък струг :)
Погледнах снимките, не, това е пълен кошмар, нищо не се вижда, ще има други проекти
Не всяко еднофазно устройство е лесно обратимо, в моето, без пълно разглобяване, за да стигна до намотките, просто реших да не пара.
Машината работи вече 4 години и няма оплаквания, обикновено се използват бормашини с лява ръка на CNC машини и затова са много по-качествени, тъй като са предназначени за интензивно натоварване.
Разбира се, работилница е възможна, но освен нея има десетки артикули
Просто трябва да помислите в кой раздел да го поставите.
Да видим, според мен е по-добре като отделна тема, в инструментариума например.
Супер. Следваща публикация публикувайте вашата работилница. Всички вече са оценили и биха искали да видят вашето работно място. Мисля, че ще е валидно.
Вашият браузър не поддържа canvas.





Универсалните вертикални пробивни машини 2H125, 2H135, 2H150 се използват в предприятия с еднократно и дребно производство на продукти и са предназначени за извършване на следните операции: пробиване, райбер, зенкер, зенкер, зенкер и подрязване с ножове.
Наличието на механично шпинделно подаване на металорежещи машини, с ръчно управление на работните цикли, позволява обработка на детайли в широк диапазон от размери от различни материали с помощта на инструменти от високовъглеродни и бързорежещи стомани и твърди сплави.
Машините са оборудвани с устройство за реверсиране на електродвигателя на основното движение, което позволява резбоването им с машинни метчици с ръчно подаване на шпиндела.
Категория на разположение 4 в съответствие с GOST 15150-69.
Кинематична диаграма
Кинематичната диаграма на машините 2H125, 2H135 е показана на фиг.5.
Поради простотата на кинематичните схеми, тяхното описание не е дадено.
Забележка.Веригата на движение на масата е една и съща и за трите машини.
Захранващата верига е една и съща за машините 2125 и 2H135.
Колона, маса, чиния
Колоната на машината е от чугун. Пробивната глава и масата се преместват ръчно по водачите на колоната "ластовича опашка". Масата на машината има три Т-образни прореза. На фундаментната плоча е монтирана електрическа помпа, а вътре в плочата има резервоар с резервоар за охлаждаща течност.
Скоростна кутия и задвижване
Скоростната кутия информира шпиндела за 12 различни скорости на въртене с помощта на подвижни блокове 5 (фиг. 7), 7, 8. Опорите на вала на кутията са разположени в две плочи - горна 1 и долна 4, закрепени заедно с четири връзки 6. Скоростната кутия се върти вертикално разположен от електродвигател чрез еластичен съединител Yu и зъбно предаване 9. Последният вал 2 на кутията - втулката - има шлицов отвор, през който въртенето се предава на шпиндела. Чрез зъбна двойка 3 въртенето се предава към подаваща кутия. Редукторната кутия, както всички монтажни възли на сондажната глава, се смазва от бутална помпа, монтирана на долната плоча 4. Работата на помпата се контролира от специален маслен индикатор на предната част на подмоторната плоча.
Механизъм за превключване на скорости и подавания
Превключването на скоростите се извършва от копче 2 (фиг. 8), което има четири позиции по обиколката и три по оста. „Превключване на подаването се извършва от копче 3, което има три позиции около обиколката за модели машини 2H125, 2H135 и четири за 2H150 и три позиции по оста. Дръжките са разположени в предната част на главата на свредлото. Преброяването на включените скорости и подавания се извършва съгласно таблици 1 и 4.
скоростна кутия
Механизмът е монтиран в отделен корпус и е монтиран в главата на свредлото. Поради движението на два блока с тройни зъбни колела се извършват девет различни подавания на машините 2H125, 2H135 и дванадесет подавания на машината 2H150. При машините 2H125 и 2H135 захранващите кутии се различават само по задвижването, което на машината 2H125 се състои от зъбни колела I (фиг. 9), на машини 2H125, 2H135 - съответно от зъбни колела 2, 3. Захранващата кутия е монтирана в отвора на горната опора на червяка на захранващия механизъм. На последния вал на кутията има съединител 4, който прехвърля въртенето към червея.
Пробивна глава
Пробиващата глава е чугунена отливка с кутия с профил, в която са монтирани всички основни монтажни единици на машината: скоростна кутия, скоростна кутия, шпиндел, механизъм за подаване, противотежест на шпиндела и механизъм за превключване и подаване.
Механизмът за подаване, състоящ се от червячна предавка, хоризонтален вал със зъбно колело и зъбно колело, циферблат, гърбица и храпов преходни съединители, волан, е неразделна част от сондажната глава.
Механизмът за подаване се задвижва от кутията за подаване и е проектиран да извършва следните операции:
ръчно приближаване на инструмента към детайла; включване на работното захранване;
ръчно подаване напред;
изключване на работното захранване;
ръчно прибиране на шпиндела нагоре;
ръчно подаване, използвано при резба.
Принципът на действие на механизма за подаване е следният: когато ръчното колело 14 (фиг. 10) се върти, гърбичният съединител 8 се завърта към себе си, който чрез клетка-полусъединител 7 завърта вала на зъбното колело 3 на зъбната рейка и зъбно колело, шпинделът се захранва ръчно. Когато инструментът се приближи до детайла, върху вала на зъбното колело 3 възниква въртящ момент, който не може да бъде предаден от зъбите на гърбичния съединител 8, в клетката на полусъединителя 7 се движи по протежение на вала до краищата на гърбиците на частите 7 и 8 идват един срещу друг. В този момент гърбичният съединител 8 се върти спрямо зъбния вал 3 под ъгъл от 20 °, който е ограничен от жлеба в частта 8 и щифта 10. На клетката - полусъединител 7, има двоен -странно храпов диск 6, свързан към полусъединителя с лапи 13. При преместване на клетката-полусъединител 7 зъбите на диска 6 се зацепват със зъбите на диска 6, направени в едно цяло с червячното колело 5.В резултат на това въртенето от червяка се предава на зъбното колело и шпинделът се захранва механично. При по-нататъшно завъртане на волана 14 с включено захранване, кучетата 13, седнали в клетка-полу-съединител 7, се плъзгат по зъбите на вътрешната страна на диска 6; има ръчно придвижване на механичното подаване.
Механизмът за подаване позволява ръчно подаване на шпиндела. За да направите това, изключете механичното подаване с ръчното колело 14 и преместете капачката 9 по оста на зъбния вал 3 далеч от вас. В този случай щифтът 11 предава въртящия момент от гърбичния съединител 8 към хоризонталния вал. На лявата стена на сондажната глава е монтиран циферблат 4 за визуално отчитане на работната дълбочина и регулиране на гърбиците.
Има механизъм за ръчно движение на сондажната глава по водачите на колоната, който се състои от двойка червяци 2 и двойка зъбно колело и зъбно колело 1. За предпазване на механизма за подаване от счупване има предпазен съединител 15. Гайка 16 и винт 17 се използват за регулиране на пружинната противотежест.
Шпинделът (фиг. 11) е монтиран на два сачмени лагера. Силата на аксиално подаване се поема от долния опорен лагер, а силата на избиване на инструмента се поема от горния. Лагерите са разположени във втулката 3, която се движи по оста с помощта на двойка зъбна рейка и зъбно колело. лагерите на шпиндела се регулират с гайка 1
За избиване на инструмента се използва специално устройство на главата на шпиндела. Нокаутът се получава, когато шпинделът се повдига от ръчното колело. Държачът на устройството допира до тялото на сондажната глава, а лостът 4, завъртайки се около оста, избива инструмента.
Електрическа схема
Чрез включване на входния прекъсвач Q1, напрежението се подава към главните и спомагателните вериги, сигналната лампа H2 на контролния панел светва. Ако е необходимо охлаждане и осветление, тогава съответните превключватели се поставят в положение ON.
С натискане на бутона S2 НАДЯСНО, стартовата намотка K1 получава захранване, главните контакти включват двигателя M1 към дясното въртене на шпиндела. Чрез спомагателните контакти K1 се включва стартерът K2, който включва електродвигателя M2 и релето за забавяне на K7.
Натискането на бутона S3 НАЛЯВО изключва стартера K1, електродвигателя M1, релето K7. След разреждането на кондензатора SZ, контактите на релето K7 (28-26) се затварят и стартерът за късо съединение се включва в електродвигателя M1 за лявото въртене на шпиндела. Релето K7 се включва отново.
При автоматичен реверс това превключване се случва, когато микропревключвателят S6 се задейства от гърбицата, монтирана на циферблата.
Спрете, като натиснете бутона S1 STOP. В този случай стартерите K1 или KZ, K2 се изключват, изключвайки електродвигателите M1, M2. Чрез контактите на релето K7 (7-9) се включва релето K6, последвано от включването на стартерите K4 и K5. Намотките на двигателя M1 са свързани през токоизправителя V1, V2 към трансформатора T1. Получава се електродинамично спиране на шпиндела.
След разреждането на кондензаторите C1, C2, релето K6 се изключва, изключвайки стартерите K4, K5.
При смяна на скоростите, ако предавките не са включени, се прилага движението на ротора на двигателя M1. Натискането на бутона S4 ROCKING MOTION включва стартера K4, който доставя намалено изправено напрежение към фазите IC2-IC3.
Чрез съпротивлението R2 релето K6 се включва със закъснение, изключвайки стартера K4 и включвайки стартера K5. В този случай ниското напрежение преминава през фазите на ICI-IC2. Такива смени осигуряват люлеене на ротора, което улеснява превключването на предавките.
Вертикалната пробивна машина 2n125 е предназначена за пробиване, райбероване, зенкерване, райбер на отвори на детайли в единично и дребно производство. Клас на точност на машината - N (нормален).
Конструкцията на пробивната машина е доста твърда и издръжлива, което елиминира възможността от вибрации по време на обработка. Възможна е обработка на части, изработени от различни материали (стомана, чугун, цветни материали), високоскоростни (P6M5, P18) инструменти или твърда сплав (TK, VK).
Устройство за пробивна машина:
- Главно задвижване;
- кутия за скорост на машината;
- бутална помпа;
- бутална помпа;
- Машинна захранваща кутия;
- Колона, маса, чиния;
- Механизъм за управление на скоростите на въртене и подаванията;
- килер;
- Електрическо оборудване на машината;
- Вретено;
- Охладителна система на машината;
- Пробивна глава на машината.
3. Превключвател за охлаждане включен;
4.19 Болтове за регулиране на клина и сондажната глава;
5. Дръжка за преместване на масата и главата;
6.18 Винтове за маса и скоба с глава;
10. Бутон за сигнал МАШИНАТА Е ВКЛЮЧЕНА;
11. Бутон за включване на дясното въртене на шпиндела;
12. Бутон за включване на въртене на левия шпиндел;
13. Бутон за включване на люлеенето на шпиндела при превключване на скоростите на въртене и подаване S;
14. Копче за превключване на скоростите;
21. Дръжка за превключване на подавания;
22. Бутон за включване на ръчно подаване;
23. Волан на захранващия механизъм;
24. Крайник за отчитане на дълбочината на обработка;
27. Превключвател на охладителната помпа;
28. Гърбица за регулиране дълбочината на обработка;
29. Гърбица за настройка на стойността на дълбочината на нарязаната резба;
30. Лост за автоматично реверсиране на главното задвижване при достигане на зададената стойност на дълбочината на нарязаната резба;
31. Лост за изключване на подаването при достигане на определената стойност на дълбочината на отвора;
32. Квадрат за ръчно движение на главата.
Благодарение на мобилните блокове 5, 7, 8, скоростната кутия приема и предава на шпиндела 12 различни скорости на въртене. Опорите на вала (лагерите) на скоростната кутия са поставени в две пластини 1 и 4, които са закрепени заедно с четири връзки 6. Скоростната кутия се върти от вертикално разположен електродвигател чрез еластичен съединител за претоварване 10 и цилиндрична предавка 9.
Вал 2 - втулка - е направен с шлицов отвор, с помощта на който въртенето се предава на шпиндела. Чрез зъбна двойка 3 въртящият момент се предава към скоростната кутия.
Захранващата кутия е монтирана в отделен чугунен корпус и е монтирана в главата на свредлото. Движението се осъществява с помощта на два тройни комплекта скорости и получава девет различни подавания.
| Видео (щракнете за възпроизвеждане). |
Механизмът за подаване е свързан към кутията за подаване и е предназначен за извършване на различни операции, а именно:
- ръчно приближаване на режещия инструмент към детайла;
- включване на работното подаване на инструмента;
- ръчно движение на подаване;
- изключване на работното подаване на инструмента;
- ръчно прибиране на главата на шпиндела нагоре;
- ръчно подаване S, използвано при рязане на различни резби.













